
Chamfer Cutters - Pointed & Flat End
Specialty Profiles



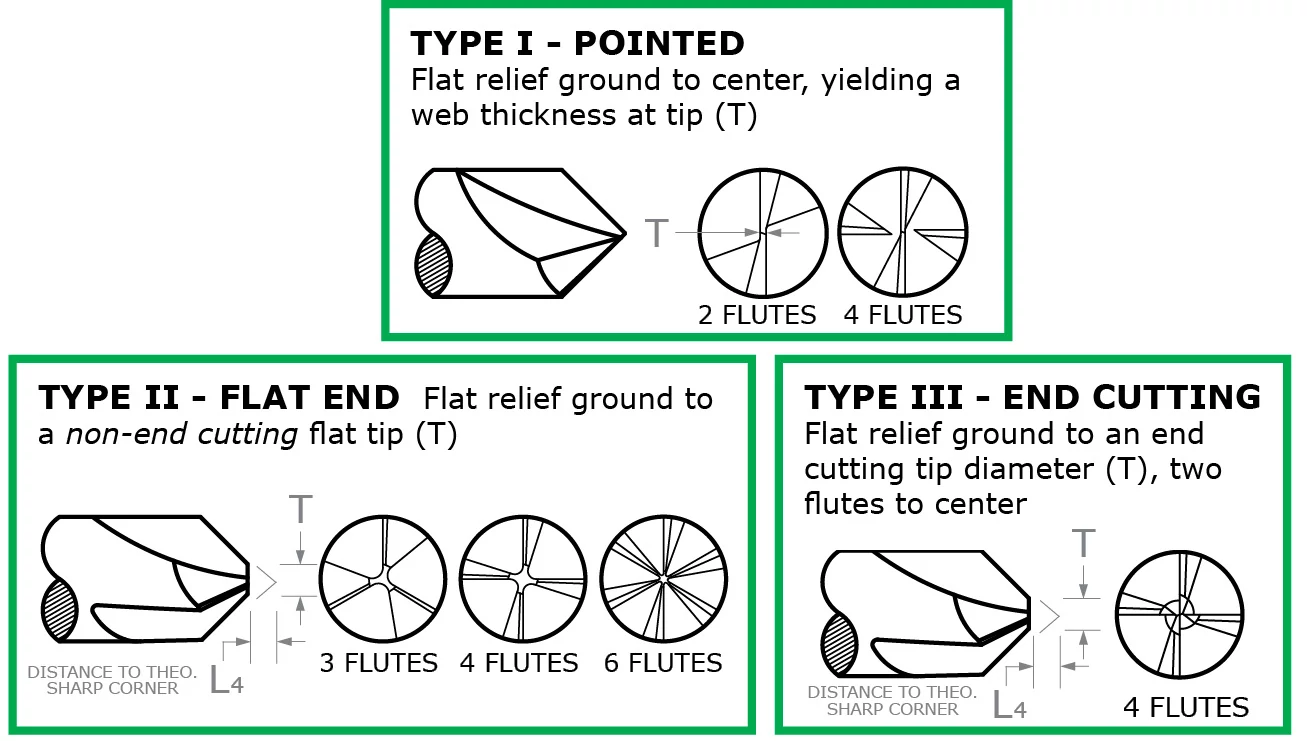
Harvey Tool's offering of pointed and flat end Chamfer Cutters has been engineered in three different styles: pointed, which is great for chamfering and deburring in small and narrow areas; and flat, which is non-end cutting, and optimized for profiling and chamfering larger features. End cutting which is great for blending the floor and a chamfered wall in one pass
- Choose from three styles: Pointed - 2 flute style for deburring and chamfering in narrow grooves, slots and small holes.
- Flat End - (non-cutting) multi-flute design improves tool life and finish for profiling and chamfering larger features
- End Cutting: 4 flute center cutting geometry to blend the floor and a chamfered wall in a single pass
- CNC ground in the USA
Advanced Search
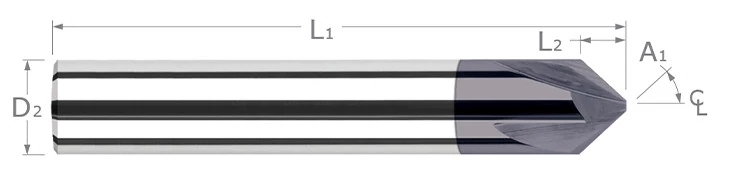
| ANGLE PER SIDE | DIA. | FLUTES | TIP | TYPE | LOC | . | OAL | . | UNCOATED | AlTIN COATED | TiB2 COATED | Add to Cart | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1 +30'-30' |
D2 | # | T(Max.) | . | L2 | L4 (Max.) | L1 | TOOL # | PRICE | TOOL # | PRICE | TOOL # | PRICE | ||
Running Parameters
SIM Files / Tool Libraries
Write A Review
Thank you for your review. It has been submitted to the website administrator for approval
Please select a rating.
Write A Review
Thank you for your review. It has been submitted to the website administrator for approval
Please select a rating.