

Variable Helix End Mills for Aluminum Alloys - Finishers - Square
Material Specific End Mills


The variable helix design of this fully stocked Harvey Tool product offering of square profile finishing end mills for Aluminum Alloys reduces chatter and harmonics, improving finish. CNC ground from solid carbide in the USA, this tool's high helix design promotes effective chip evacuation.
- Variable helix design (approx. 50°) reduces chatter and harmonics, improving finish
- High helix for effective chip evacuation
- h6 shank tolerance for high precision tool holders
- End cutting (not center cutting)
- Solid carbide
- CNC ground in the USA
Advanced Search
| CUTTER DIA. |
LENGTH OF CUT |
FLUTES | SHANK DIA. |
OVERALL LENGTH |
UNCOATED | TiB2 COATED | Add to Cart | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
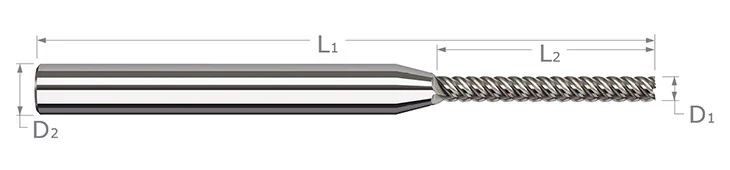
| D1 +.0005"-.0005" +.00mm-.02mm |
decimal equiv. |
L2 +.010"-.000" +.25mm-.00mm |
# | D2(h6) | L1 | TOOL # | PRICE | TOOL # | PRICE | |||
| CUTTER DIA. |
LENGTH OF CUT |
FLUTES | SHANK DIA. |
OVERALL LENGTH |
UNCOATED | TiB2 COATED | Add to Cart | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| D1 +.000"-.002" |
decimal | L2 +.030"-.000" |
# | D2(h6) | L1 | TOOL # | PRICE | TOOL # | PRICE | |||
Running Parameters
SIM Files / Tool Libraries
Write A Review
Thank you for your review. It has been submitted to the website administrator for approval
Please select a rating.
Write A Review
Thank you for your review. It has been submitted to the website administrator for approval
Please select a rating.
